レーザービーム品質およびM2測定に関するビギナーガイド
2023-12-03
2023-12-03
レーザー理論から、ほとんどのレーザービームが故意にガウスビーム形状を有していることを学ぶことができます。ガウスビームの基本モード (TEM00) は、ほとんどのレーザーシステム設計者が3つの主な理由から実現を願う理想的なモードです。
しかし現実世界に完璧なものは存在せず、TEM00プロファイルを有したベル形状曲線の無限に広がる純粋なガウスビームというものは、残念ながら、実現することは不可能です。
多くの人が実際の自分のレーザーはどこまで完璧に近いのだろうかと疑問に思われていることでしょう。このガイドでは、レーザービームの品質を数値化する、M2パラメータによるレーザービーム品質測定のコンセプトと、実際のレーザーのM2を測定する方法をご紹介します。
世界初のレーザーが作られたのは1960年代ですが、1990年代の始めになってからAnthony E. Siegmanが提案した標準測定によって初めて、レーザービームがこの理想的なガウスビームにいかに近いか、すなわち、レーザービーム品質の測定が実現しました。
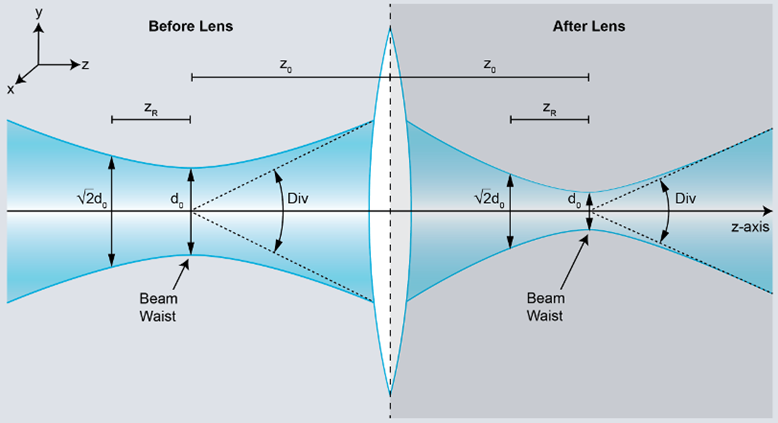
基本的に、実際のビームウエストと発散を、理想的なガウスビームと同じ波長で確認することになります。
ビームパラメータ積 (BPP) はレーザービーム指標の一つとして特定の人々が使用するもので、遠視野で測定される、ビームの最小半径(ビームウエスト半径、w0)とビームの発散半角 (θ) の積と定義されます。BPPの測定単位はmm-mradです:
BPP = θ w0
理想的なガウスビームは与えられた波長に対して最小BPPを有します。θideal = λ / (π w0,ideal ) であることは分かっているため、理想的なビームのBPPはBPPideal= λ / πに簡略化できます。算出が簡単である一方、理想値は波長に応じて変わるため、BPPはレーザーを相互に比較するのに最適なツールではありません。
Siegmanは、レーザービーム品質には、実際のレーザーのBPPを理想レーザーのBPPで割って、無次元値を使用することを提案しています。そのためご利用のレーザービームがいかに完璧なガウスビームに近いかを示す比率を得ています。Siegmanはこの値をM2(mスクエア)と呼んでいます。
M2 = π θ w0 / λ
M2 の優れた点の一つは無次元(すなわち測定単位を持たない)ということで、これにより他のレーザーとの比較が簡素化されます。一方でこれはあまり直感的ではなく、M2の値が低いほうが高い値よりも品質が優れていることを示します。実際に、考えられる最適な結果はM2 = 1であり、M2の値が上昇するほど、レーザーの品質は低下します。
M2係数を定義することで、生成されるガウスビーム伝搬のための方程式を入れ直すことができます。ご利用のレーザーのM2係数が分かれば、この方程式によって実際のレーザービーム伝搬の様子、集光強度、分岐速度などが分かります。
ご利用のレーザーのM2値を知ることにより、レーザービームをいかに強く集光できるかを把握することができます。レーザービームを強く集光することは、製造や画像処理にレーザーを使用する場合に特に重要となります。これはビームウエストが小さければ小さいほどより高いパワー密度、ひいてはより高い解像度を達成できるためです。
光ファイバーを備えたシステムでも、シングルモードファイバーとうまく連結できるため、1に近いM2のレーザーが求められることが一般的です。実際のビームのビームウエストは以下の通り定義されます。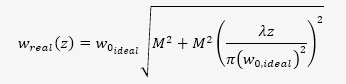
また実際のレーザーの遠視野での伝搬は以下の通り定義されます。
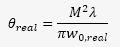
上記の方程式から、M2が高いレーザーのほうが、M2が低いレーザーよりも伝搬が速いことが分かります。レーザーメーカーが仕様にM2係数を記載したいと考えるのは、それにより、ユーザーがそのレーザーの機能性について概要を把握できるためです。
Siegmanの提案が普及したのはその簡潔性のためですが、実験的にはそれほど容易ではなく、いくつかの不確実性がこれらの原則から生じています。例えば、検査室でウエスト半径を測定したい場合、測定装置の焦点位置が正確にあっているかどうやって分かるのか?
またその伝搬を測定するために遠視野にするにはどこまで離れる必要があるのか?これらの二つのデータ点は十分か?国際標準化機構、ISOでは、これらすべての混乱に終止符を打つことを決定し、M2の正しい測定および算出方法を説明する規格を書き出しました。これがISO 11146です。
ISO規格では一連のビーム直径測定からエラー源を最小限に抑えてM2を算出する方法を説明しています。主なステップは以下の通りです。
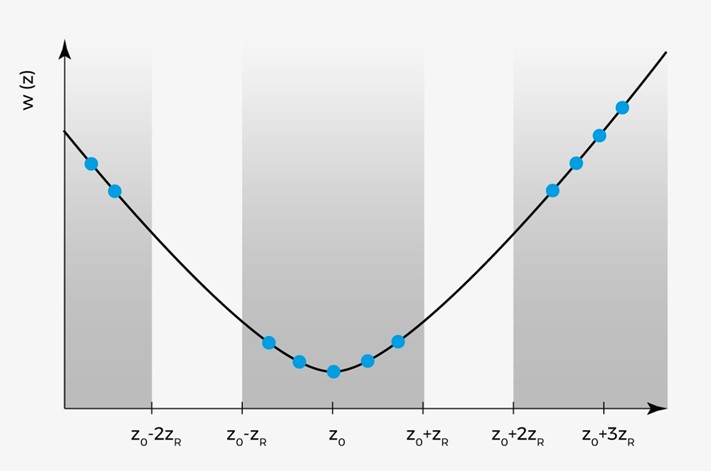
またISO規格では直径の測定についていくつかの特別規則も示しています(特にCCDやCMOSセンサーなどの配列センサーを使用する場合)。
最も基本的なレベルとして、レンズ、ビームプロファイラーおよびルーラーが必要となります。当社のアプリケーションノートでこれらの基本ツールを使用したビームプロファイル品質測定方法や、無料ソフトウェアによるレーザービーム品質結果の算出について説明していますので、ご参照ください。
費用は高くありませんが、この方法は時間がかかるため、ご利用のレーザーの安定性が十分であり、そのM2値が様々な直径測定中に変動しないことを願わなければなりません。収集速度を高める簡単な方法は、ビームプロファイラーを電動移動ステージに取り付け、収集を自動化することです。
移動ステージケースにシステムをセットアップして自動ルーティンを設定すれば、あらかじめ設定済みであるため多くの時間と労力を節約することができます!当社のBeamage-M2自動レーザービーム品質測定システムは、わずか数ステップで上記以上の作業を行い、セットアップが大変簡単なため、初回でもほんの数分で、慣れれば1分以内にM2値の測定を開始できます。

レーザービーム品質測定について詳しく分かったところで、これは実際に測定する必要があるものなのかどうかについてより理解されたと思います。M2はレーザービームが理想TEM00ガウスビームにいかに近いかを示す指標であることを念頭に置いてください。
例えば、ベッセルビームや、ドーナツプロファイルの高次ガウスビームといった非回折ビームのレーザーを開発しようとしている場合、M2は恐らく適した指標ではありません。
以上です!M2測定… の基本をご説明しました。ご質問がある場合は以下からコメント頂くか、お気軽に当社までお問い合わせください!